引言
以高密度、高集成度以及高性能化为主要特征的现代电子产品所承载的力学、电学以及热学载荷越来越严酷;其在冷热温度场、高密度电场、高湿度以及杂质的环境中服役受到的考验也越来越大。电子灌封胶由于具有良好的机械性能、绝缘性能、导热性能、阻燃性能以及防水性而被广泛使用于电子产品的外部保护,以阻隔外部严苛环境条件对电子产品的影响,是提高电子产品服役周期的有效手段1,2。同时,电子产品在复杂环境耦合交互作用下容易诱发细密间距器件相邻焊点间发生电化学迁移,进而导致相邻焊点间表面绝缘电阻( : SIR)下降、甚至发生短路造成电子产品失效3 。
无铅焊料(Lead-free Paste)作为目前电子产品互联主流的合金材料;由其高温焊接形成的相邻、近距离良好无铅焊点在电解液、偏压的共同作用下容易诱发无铅焊点的电化学迁移:处于阳极的无铅焊点在电解液以及偏压的作用下发生氧化、形成金属阳离子;金属阳离子在电场的作用下不断向着阴极迁移,到达阴极附近的形核位点时被还原成金属;不断在阴极附近沉积的金属将形成新的阴极端电极以及形核,沉积金属不断向着阳极延伸,形成树枝的枝晶()直至电极发生短路、偏压消失9,10 。
国内外文献对电子产品合金焊点ECM都进行了相关的研究,研究内容主要包括4,5,6,7,8:电解液离子浓度、偏压大小、合金焊点成分以及印制电路板表面脏污等对合金焊点ECM的敏感性。但均未涉及电子产品在灌封情况下无铅焊点对ECM的敏感性。本文以处在高温高湿环境中工作的太阳能能源类电子产品为研究对象,对比了其在灌封和未进行灌封条件下其细密引脚间距元器件无铅焊点ECM敏感性,并对其机理进行了讨论。
1.实验准备
1.1 样品制备
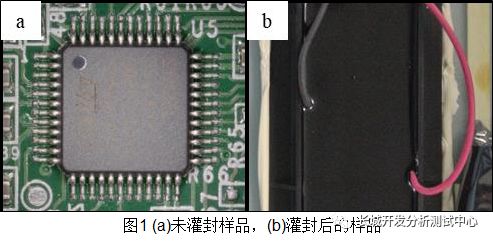
本文选用生产的某款太阳能能源类产品作为实验载体;实验分为进行灌封和未进行灌封两组样品(如图1所示),每组样品设计有3个平行样品。灌封胶为有机硅无卤电子灌封胶,样品进行灌封前,未进行烘烤或者清洗。考虑电子产品工作过程中电压分布以及细密间距无铅焊点更容易诱发ECM而选择产品的微控制器(:MCU)无铅焊点作为研究对象。MCU为意法半导体()生产,额定工作电压为1.65V~3.6V;采用薄型四周扁平翼型封装(Low- Flat : LQFP),引脚间距(Pitch)为0.5mm。使用日本村田公司()生产的无卤(Lead-free)免清洗锡膏(- Paste)进行回流焊接,其合金成份为Sn96..5,回流最高温度为255℃。
1.2 实验条件
对样品施加3.3V电压使得MCU正常工作,工作过程中其第7、9引脚为3.3V的高电平(阳极),第8引脚为低电平(阴极),形成偏压状态;因而选择这3个引脚作为本实验的观察对象。样品正常工作时于85℃/85%RH的环境中存放400H,环境实验箱为-600环境实验箱;DAGE-用于对样品进行X-ray透射分析,其分别率可达1μm,因此可以快速检测实验条件下样品金属沉积、迁移情况;基恩士VHX-5000三维数字显微镜用于对样品进行光学外观检查;FEI 200电子扫描显微镜和能量色散X射线光谱仪( X-ray : EDS)对无铅焊点金属沉积的形貌和成分展开分析。
2. 实验结果及讨论
2.1 形貌观察
图2所示为样品经历400小时85℃/85%RH的环境实验后MCU第7、8以及9引脚无铅焊点X-ray透射图。如图所示,进行灌封的样品无铅焊点间出现浅色阴影,该浅色阴影为无铅焊点间发生电化学迁移过程中形成的金属沉积物;未灌封样品无铅焊点间未发现任何金属沉积物。如图3(a)所示,将灌封胶去除暴露无铅焊点间的金属沉积,在MCU引脚焊接处出现树枝状的金属沉积,形成所谓的“枝晶”;如图3(b)所示,未灌封MCU无铅焊点未发现金属沉积的迹象。显然,直接暴露于高温高湿环境中的无铅焊点未发生电化学迁移,而受到灌封胶保护、未直接暴露于高温高湿环境中的无铅焊点发生了电化学迁移。
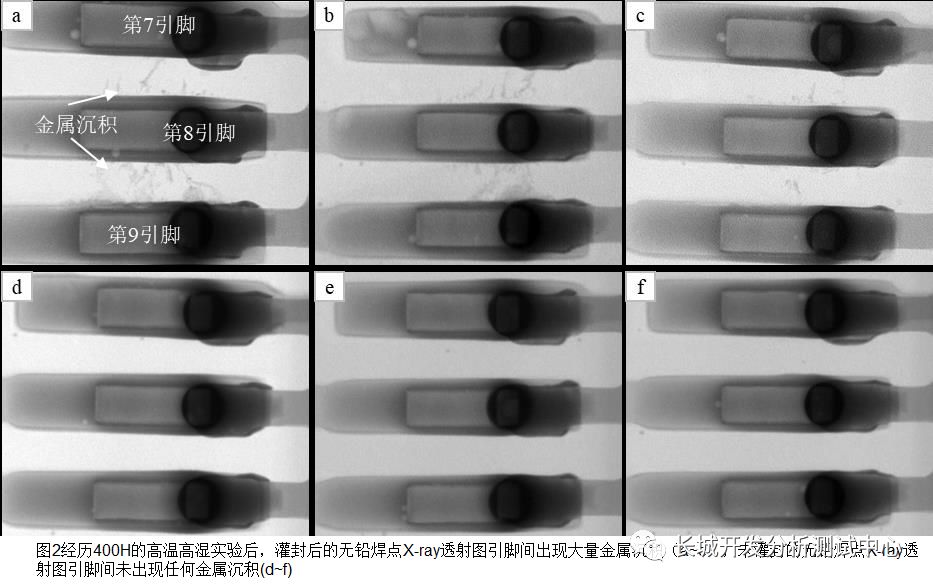
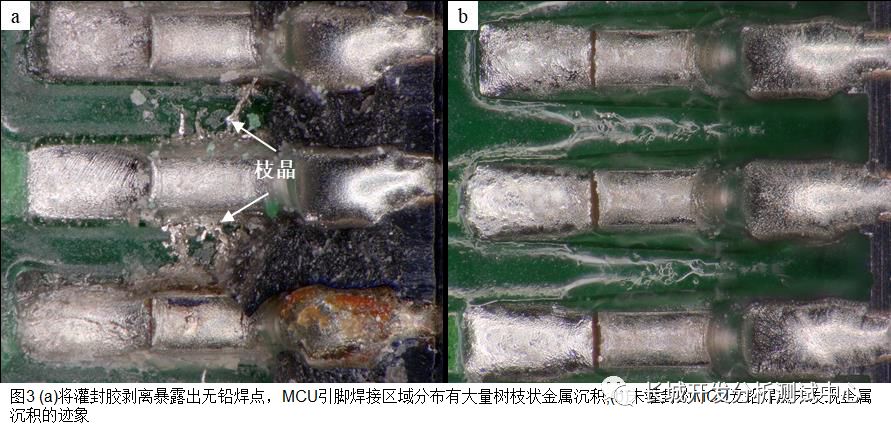
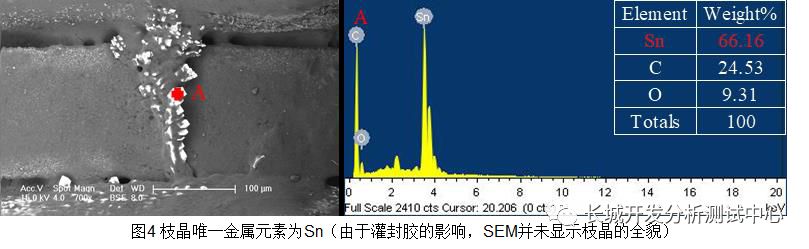
图4为枝晶部位的EDS能谱图,枝晶的唯一金属元素为Sn。无铅焊点Sn、Ag以及Cu三种金属元素对电化学迁移的敏感性排序从高到低依次为Ag、Cu、Sn;铜焊盘由于无铅焊点的包裹并未暴露于周围环境中,相比于无铅焊点内处于共晶态的Ag和Cu,无铅焊点内大量的单晶Sn更加容易发生电化学迁移6。
2.2 水膜
文献[14]认为,暴露于大气环境中的金属,容易遭受周围恶劣湿度环境影响使得金属表面吸附水分而形成水膜,水膜溶解其表面脏污离子形成电解液。而当灌封胶将无铅焊点与外界高湿环境隔离之后,相比于暴露于高湿环境中的无铅焊点更加容易发生电化学迁移,尚无文献报道相关理论。
为此,设计了灌封电子产品在高温高湿条件下质量变化实验,以验证形成水膜的水汽来源。将3块灌封后的样品放置于85℃&85%RH的环境中进行存储实验,每隔8小时称量一次质量,每块样品的总质量约为70g。使用精度为0.1mg的 XS204电子电平称量样品的质量变化情况。样品质量变化量随时间的变化情况如图5所示,在85℃&85%RH环境中质量变化与时间呈现负相关。形成水膜的水汽来源有两种途径,即外部环境和内部环境。来源于外部环境的水汽将使得样品质量出现增加,而来源于内部环境的水汽不会增加样品的质量。85℃&85%RH的环境中灌封样品存储后质量出现轻微下降,因此,形成水膜的水汽来源于内部环境。
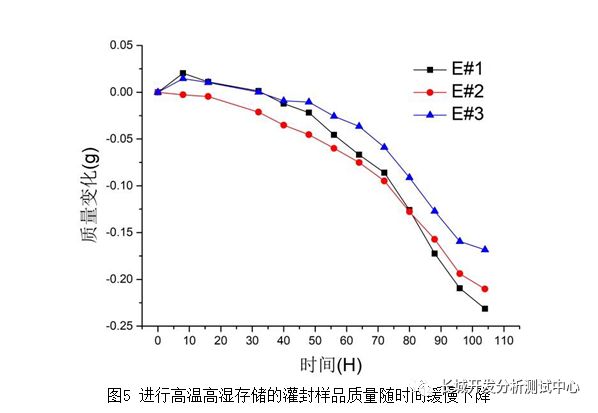
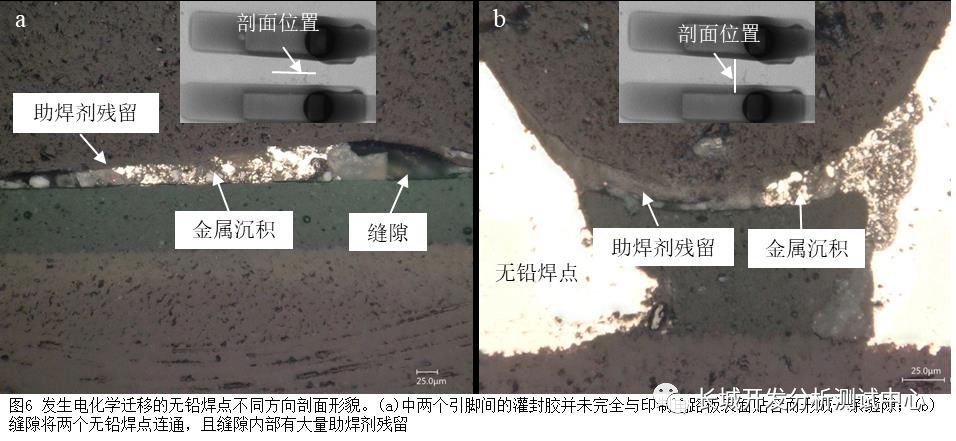
图6为发生电化学迁移的无铅焊点不同方向的剖面形貌。如图6(a)所示,两个引脚间的灌封胶由于助焊剂残留的原因,并未完全与印制电路板表面贴合,为水汽的聚集提供了条件。图6(b)中,迁移的金属与灌封胶之间存在大量的助焊剂残留,因而金属离子的迁移并非是由于灌封胶吸潮造成。当电子产品在高温条件下,由于自身吸潮而存储的水分将以水汽的形态向外逃逸;而当电子产品进行灌封后,灌封胶的防水防潮特性使得水汽不易向外部空间逃逸而不断在印制电路板与灌封胶之间的缝隙中累积11,大量累积的水汽形成水膜,水膜溶解电子产品表面残留助焊剂以及脏污中的溶质而形成电解液。文献[12]认为,当水膜的厚度达到50μm时即可发生电化学迁移,当水膜厚度达到200μm时,电化学迁移速率达到最大。
2.3 助焊剂残留
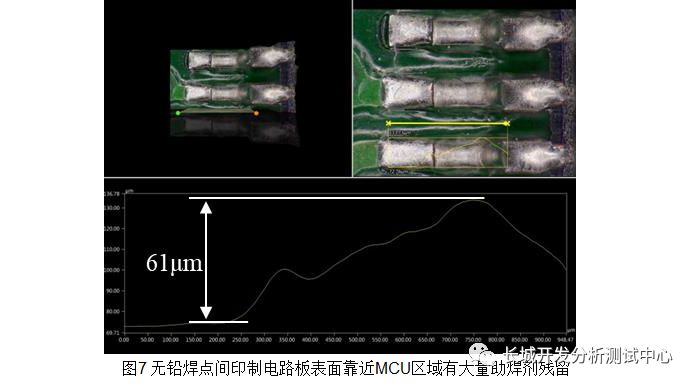
MCU无铅焊点发生电化学迁移的形核位点并非随机分布,而是集中分布于MCU引脚与印制电路板的焊接区域。如图7所示,通过三维数字显微镜对器件引脚附近的表面形貌进行扫描,印制电路板与MCU引脚焊接区域与非焊接区域的助焊剂残留量高度差超过60μm,焊接区域的助焊剂残留量远远大于非焊接区域的助焊剂残留量。
造成残留助焊剂集中的原因是回流过程中,MCU细密间距引脚对回流炉内的热风具有阻挡作用而在两个MCU引脚之间形成一个热风对流较弱的区域,而高温下助焊剂容易在热风对流相对较弱的区域聚集。印制电路板助焊剂残留量越多,易溶于水的离子含量也就越多,形成的电解液离子浓度就越大,越容易诱发金属的电化学迁移,特别是助焊剂中含量大于的卤素15。文献[16]认为,当电解液中卤素离子的浓度为10ppm时,即可发生电化学迁移。
3. 锡的电化学迁移9,12,13
锡在阳极溶解形成Sn2+,同时伴随着氧的析出:
Sn→Sn2++2e-
2H2O→O2+4H++4e-
当有偏压存在时,Sn2+将进一步被氧化形成Sn4+:
Sn2+→Sn4++2e-
四价锡离子在电场的作用下发生迁移,迁移过程中与氢氧根离子相遇,极易生产溶度积极低的Sn(OH)4。文献[13]认为水在阴极发生解离产生局部的碱性环境,Sn(OH)4在碱性溶液溶解生成锡酸盐离子:
2H2O+2e-→H2++2OH-
Sn(OH)4+2OH-→(Sn(OH)6)2-
锡酸盐离子在电场的作用下发生迁移并在阴极附近被还原成Sn:
(Sn(OH)6)2-+4e-→Sn+6OH-
4. 总结
1)高温下,电子产品吸收的水分逸出,逸出的水分由于灌封胶的密封性而无法及时逃逸;
2)无铅焊点间表面残留的大量助焊剂使得灌封胶无法与印制电路板表面完全贴合,灌封胶与印制电路板之间形成的缝隙不仅裹挟了大量的助焊剂残留物,同时也为水汽聚集形成水膜提供了空间;
3)水汽无法向外挥发,因而不断在印制电路板与灌封胶形成的缝隙中聚集而形成水膜,水膜溶解助焊剂以及脏污中的溶质形成电解液;电解液、偏压以及无铅焊点构成了电化学迁移的基本条件。
广东华创电子材料有限公司专注胶粘剂新材料研发生产,始创于1999年,因为专业相信我们会做得更好!
东莞市华创电子材料有限公司/东莞市华创绝缘材料有限公司/昆山市华创电子材料有限公司
专业的胶粘剂研发生产企业!始于1999年,因为专业,相信我们会做得更好!。
环氧树脂胶,电子灌封胶,结构胶,单组份环氧树脂胶,环氧AB胶,密封胶,UV胶,导电/导磁/耐高温/阻燃环氧胶,胶粘剂定制,邦定胶,电子胶水,红胶,黑胶,白胶,磁芯胶,SMT红胶,底填胶,低温快固化环氧,胶粘剂,胶黏剂,UL胶水;联络人:王先生 电话:13712306987 (微信号同)。
- 上一篇: 环氧树脂ab胶水的特性是什么?如何使用环氧树脂ab胶?
- 下一篇: 石材干挂AB胶多长时间才会干













发表评论