对玻璃幕墙制作与施工过程中对打胶技术与作业进行有效控制,以确保幕墙质量。本期内容通过规范解读打胶的整个工艺流程。
1 目的与内容
本规范规定了玻璃幕墙的用胶技术、板块装配工艺、工厂及现场涂胶工艺、作业规范及其检验内容。
2 引用标准
下列标准所包括的条文,通过在本规程中引用构成本规程的条款,规程发布时所列版本均有效,所有规范都会被修订,引用文件须按最新的条款对本规程做出必要的修订。
JGJ 102-2003《玻璃幕墙工程技术规范》
JGJ 133-2013《金属与石材幕墙工程技术规范》
CECS 127:2001 《点支式玻璃幕墙工程技术规范》
JGJ/T 139-2001 《玻璃幕墙工程质量检验标准》
GB 50210-2011 《建筑装饰装修工程质量验收规范》
JC/T882-2001 《幕墙玻璃用接缝用密封胶》
GB/-2009《石材用建筑密封胶》
-2005 《建筑硅硐结构密封胶》
DBJ08/CT014-2001 《全玻璃幕墙工程技术规程》
GB/T5237-2008《铝合金建筑型材》
GB/-2008 《铝塑复合板》
GB/-2012 《中空玻璃》
GB/-2009 《平板玻璃》
-1999 《夹层玻璃》
GB 15763.2-2005《建筑用安全玻璃钢化玻璃》
GB/-2008《幕墙用半钢化玻璃》
-1999 《防弹玻璃》
.1-2005 《建筑用安全玻璃 防火玻璃》
GB/-2009 《天然花岗石建筑板材》
YS/T429.1-2014 《铝幕墙板 板基》
YS/T429.2-2012 《铝幕墙板 有机聚合物喷涂铝单板》
3 适用范围
适用于建筑幕墙用硅硐结构密封胶(简称:结构胶)使用工艺技术和硅硐耐候密封胶(简称:耐候胶)的施工工艺,不涉及中空玻璃合片用结构胶,引用时参照XA_CS-034-2003《中空玻璃合成指导书》,本规程属内控标准。
规程所指条款为通常作法,具体产品须根据该产品的要求或有特殊设计要求时做具体调整。
4 胶的类型与选用要求
4.1 本规程所列的胶指幕墙用硅硐结构密封胶和硅硐耐候密封胶。
4.2 胶必须在保质期内使用,以保证粘结质量。
4.3 胶的选用均由设计人员在设计图纸上给出,并指明用胶的型号。
4.3.1 一般选用硅硐结构密封胶的有:
a) 隐框(或半隐框时使用玻璃附框)时中空玻璃合片,中空玻璃合片用胶方法按《中空玻璃合成指导书》执行;
b) 隐框(或半隐框时使用玻璃附框)时玻璃板材与玻璃附框的粘结;
c) 全玻璃幕墙肋玻璃与面玻璃的粘结(本施工工艺同耐候胶施工,按7条款执行,5、6条款中不含全玻璃幕墙工程的结构胶施工);
d) 金属幕墙板块与附框粘结(使用较少)。
不同型式的幕墙用采用不同型号的结构胶(如中性胶或特种产品专用系列胶),均需设计人员指出。
4.3.2 一般选用硅硐耐候密封胶的有:
a) 玻璃幕墙、金属幕墙的填缝密封;
b) 点支式玻璃幕墙的填缝密封;
对不同幕墙材料填缝应采用不同型号的耐候胶,对有特殊要求(如阻燃)的建筑部位所选用的耐候胶必须具有该功能。
4.4 结构胶有双组份和单组份之分。所用胶必须满足设计要求,幕墙用结构胶和耐候胶必须配套使用,并与配套铝型材、泡沫填充材料、玻璃及其他直接接触材料做粘结性和相容性实验,见8.1条款,胶厂家必须出具产品质量保证书。
4.5 对使用的胶的品牌应有该产品的说明书,且包括该产品对幕墙设计与施工所必须的技术参数。
4.6 所有使用胶设计严格遵守相关的技术规范。
5 结构胶对相关材料及组件的要求
5.1 玻璃、铝单板、铝复合板及石材
幕墙用玻璃原片为符合GB 11614-2009平板玻璃规定产品,其他玻璃类型均应符合该产品的标准。产品生产厂家出具合格证明和产品质量十年保证书。铝单板、铝复合板及石材均应满足相应产品的标准。
5.2 铝材、钢材
幕墙用铝合金型材、钢材均应按JGJ 102 《玻璃幕墙工程技术规范》和JGJ 133《金属与石材幕墙工程技术规范》。产品生产厂家应提供合格证明和材质单。
5.3 泡沫填充材料
泡沫填充材料为聚乙烯材料,必须与相容性实验用材料一致。
5.4 清洗剂
5.4.1 清洗剂一般采用酒精、异丙醇(IPA)、丙酮(MEK)和二甲苯(),针对具体项目须选用应按粘结性实验。
5.4.2 溶剂清洗应在良好的通风场所进行,附近不应有烟、火花、电焊和火苗等引燃作业。
6 结构胶注施工艺过程及要求
6.1 作业环境
6.1.1 结构胶应在清洁打胶车间内作业,作业必须使用专用工具。
6.1.2 作业宜在10~40℃,相对温度40%~80%环境下使用,方可获得较佳的粘结效果,具体胶的使用还须参照该产品的使用说明书。如使用环境超出产品使用说明,应通过试验确认后才能施工
6.1.3 对产品的生产日期、合格证书、检验报告、胶缝验算、粘结性和相容性试验报告核对,均应符合设计要求
6.1.4 使用胶前,安排好场所,玻璃垫木应平整稳定。
6.1.5 操作场所必须有良好的通风、防火、防爆措施,同时遵守有机溶剂使用的技术安全规定。
6.2 作业对人员的要求
6.2.1 实现玻璃幕墙单元件的粘结密封,依赖于施工操作人员的高度责任心和严格、熟练的正确操作,打胶员应具有以下条件:
a) 有高度责任心,懂得玻璃幕墙的安全可靠性与施工质量密切相关;
b) 熟悉施工工序,能熟练操作,能看懂工程图纸规定的粘结密封部位及配套材料状况;
c) 掌握粘结密封失败后的排故方法和技术安全的基本知识。
6.3 清洗
6.3.1 清洁是保证玻璃幕墙板材粘结力的关键工序,也是幕墙安全性、可靠性的主要技术措施之一。
6.3.2 用指定的溶剂清洗铝材的粘结面,除去灰尘及污物,清洗宽度为粘胶宽度的1.5倍以上。
通常非油性污染物用酒精或者异丙醇溶剂;油性污染物用丙酮或者二甲苯。
6.3.3 用溶剂浸润一干净不脱毛布块,并不得污染溶剂,顺一个方向擦试被粘表面,在溶剂未发挥之前,立即用第二块干燥洁净的布块把被沾物表面上的溶剂擦去。布块应定期更换,不得有二次污染。
使用溶剂时,只能从容器中倒出浸润擦布,不允许反擦布浸入溶洗剂中,以免污染溶剂,更不允许在被粘表面喷洒或涂涮清洗剂,造成清洗剂在被粘表面溢流,引起油污溶解后扩散到更大范围。
6.3.4 清洗深而窄的部位时,可用干净的布缠绕在合适的工具上,按上述程序擦试。
6.3.5 每次清洗后, 60分钟内必须完成粘结密封部位的作业,否则应重新清洗。
6.3.6 清洗过的表面不得再次污染,否则应予重新清洗。
6.3.7 清洗后的检验:使用由清洗剂润湿的洁净布块擦试被检表面,要求布块上必须无任何污染。
6.4 底漆的使用
6.4.1 通过粘结性实验报告确定是否需用底漆,正确使用底漆有助于原本不易粘合的表面产生强而持续的密封粘合,不用底漆时不执行6.4条款。
6.4.2 底漆应在溶剂清洗之后,注施结构胶之前使用,并严格按下述方法进行:
a) 底漆由结构胶厂家配制应用,并提供使用说明书,不同底漆操作要求和条件有所不同,操作时严格按说明书所述方法使用:
b) 底漆不得施于被粘表面外的区域;
c) 必须在底漆完全干化后注施结构胶,否则会使粘合能力下降,底漆干化时间取决于环境的温、湿度条件,一般在标准条件下为3分钟左右。底漆干化后10分钟内应注施结构胶。
6.5 注施结构胶
6.5.1 注胶严格按设计图纸所注尺寸进行,注胶前将清洗好的铝框贴上双面胶带或泡沫垫条,位置应符合图纸,以满足用胶设计强度及胶量。
a) 双面贴的厚度应比胶缝厚度大1mm,因为放上玻璃后,胶被压缩一般按10%计算,胶条应紧贴粘结面,并随板面保持线条,在玻璃放置前不得撕掉胶条的隔离纸,以防表面污染;
b) 玻璃板面放到胶条上应一次成功定位,以保证注胶后粘结牢固。
c) 双面胶带保存环境条件一般为:温度不超过27℃,湿度不大于50%。
6.5.2 在注胶之前,先用遮掩胶带将被粘区域外沿的水平表面盖住,以防止在刮胶时污染这些区域。
6.5.3 选用结构胶分单组份和双组份两种:
a) 单组份胶可直接从筒状(或肠状)包装中用手动或气动喷枪来注施,气动枪的应调好操作压力(一般不得超过275.8kPa),防止注胶时产生气泡。
b) 双组份胶须使用专用打胶设备,按规定比例均匀混合(按该产品说明书混合),混合均匀性用蝴蝶试验方法测试,混合比例用拉断时间试验方法测试,均按8.2条款执行,并填写记录。
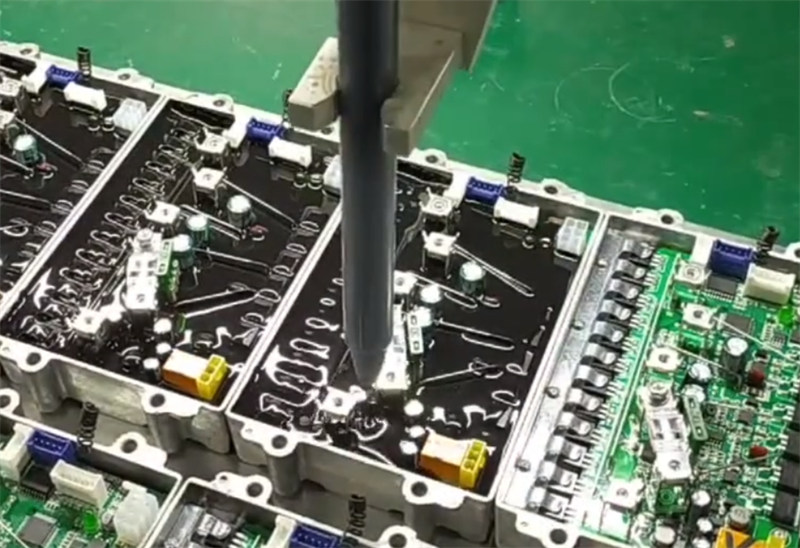
6.5.4 结构胶的注施应用应一次完整的操作来完成,结构胶均匀连续地以圆柱状挤出注胶枪嘴。枪嘴出口直径应小于注胶接口厚度,使枪嘴伸入接口二分之一深度。枪嘴应均匀适度的移动,确保接口内已充满结构胶,以助于减小内部气泡和空穴。
.jpg")
6.5.5 注胶完成后,应及时用刮刀将接口外多出的结构胶向内压实,使结构胶与接口的侧边接触,并保证结构胶与被粘表面的充分接触,最后沿同一方向将接口表面刮平整。
6.5.6 修整完毕后,随即在单元板块上做上标识,标识内容至少应有日期和编号。
6.6 静置与养护
6.6.1 静置养护温度适宜在室温15~30℃,相对湿度在50%以上进行。如果养护环境超出上述环境要求,应通过割胶试验确认是否可以粘结良好,需要多久的养护时间。
6.6.2 搬动时间和完全固化时间均须在保证操作条件下按割胶试验确定的时间进行。
6.6.3 在运往工地前,须清除玻璃表面的污物,尤其是多余胶粘物。
7 耐候胶的施工工艺
7.1 耐候胶在工地现场进行(单元式幕墙在工厂进行)。
7.2 胶缝的厚度和宽度均须在满足设计的条件下。耐候胶的位移能力应满足接缝变形的要求。石材接缝应选用石材专用密封胶。
7.3 密封前应清洗注胶表面灰尘污物。充分清洁间隙缝,不应有水、油渍、涂料、铁锈、水泥砂浆、灰尘等。充分清洁粘结面,加以干燥。清洁剂可用酒精、异丙醇(IPA)、丁醇(MEK)和二甲苯()。
7.4 按设计图纸,有泡沫棒填充接缝时,须保证注胶厚度和防止三面胶接(一般措施:在耐候硅酮密封胶施工前,填入合适厚度的衬垫材料,将缝底与胶分开)。为避免密封胶污染玻璃或铝板,应在缝两侧贴保护胶纸。
7.5 用手动或气动胶枪均匀连接地注入缝隙,并保证充满。
7.6 用刮刀用力由上至下将胶刮平。
7.7 撕去保护胶纸。必要时可用溶剂擦拭。耐候胶在固化24小时内,接缝不能有大的变形,以免引起密封胶开裂。。
7.8 注意:嵌缝胶的深度(厚度)应小于缝宽度,因为当板材发生相对位移时,胶被拉伸,胶缝越厚,边缘的拉伸变形越大,越容易开裂。
7.9 全玻璃幕墙的肋玻璃与面玻璃用结构胶粘结也按7.1~7.7施工。
8 密封胶使用过程中的检验及要求
8.1 粘结性和相容性实验
8.1.1 在打胶之前,提交有关样品(包括所有将密封胶接触的材料)给密封胶供应商或其代理商,由他们送至试验室进行测试。
8.1.2 报送有关幕墙节点图,设计风载、玻璃板块之最长短边的数据,提交密封胶供应商或代理商,由他们送至主管部门进行图纸审阅。委托书可参考附件一。
8.1.3 在得到试验报告及图纸审阅报告后,按照报告内容进行打胶、安装。
8.1.4 施工流程严格按密封胶供应商提供的“硅硐密封胶施工工艺指南”有关程序。
8.1.5 工程结束后,把有关资料送至密封胶供应商,以此申请“工程项目使用质保书”。提交内容一般包括:
a) 工程项目名称、所在地及幕墙的承建商名;
b) 该项目之材料测试报告;
c) 图纸审阅报告;
d) 施工记录的复印件;
e) 现场切装配框的割胶检验记录;
f) 所选用的密封胶名称、批号、出厂日期等;
g) 其他事项。
8.2 蝴蝶试验与拉断时间试验
8.2.1 蝴蝶试验:本试验是确定双组份密封胶是否以彻底混合均匀。混合不均会引起产品性能的极大变化。试验程序如下:
a) 将混合后的胶挤在一张A4白纸上,胶堆约20mm直径,15mm厚,将纸折叠,折叠线通过胶堆中心。
b) 挤压胶堆至3mm~4mm厚,摊开白纸,胶堆形成蝴蝶状。
c) 观察胶块,如有白色斑点或白色条纹,说明结构胶没有充分混合,不能注胶,一直要到颜色均匀,充分混合,才能注胶。在整个过程都要将蝴蝶试样编号记录。
8.2.2 拉断时间试验:是用来检查双组份密封胶与固化剂的配合比,产品生产厂家在说明书中提供配制比例,一般在使用一组时可做一次测试,以进一步得到验证。试验程序如下:
a) 在一小杯中装入3/4深度的混合后胶,插入一根小棒或一根压舌板,每5分钟抽一次棒,记录每一次拔棒时间。一直到拉断为止,此时间为扯断时间。
b) 在标准条件下(温度23±2℃,相对湿度50±5%),正常时间应在20~60分钟,按产品提供的说明书调整配合比例。
8.2.3 在每次注胶时,要记录本次注胶板首块板材的编号,停工时记下最后一块的编号。
8.2.4 使用单组份结构胶不执行8.2条款。
8.3 密封胶随批粘结性试验:
8.3.1 随批剥离粘结试验,即针对不同的施工环境,不同批次的铝材、玻璃、密封胶等,为了保证粘接性稳定,需要随机做剥离粘接试验,并且此粘接性试验的养护条件一定要与实际生产的养护条件一致。这样可以避免因为温度和湿度的差异导致粘接性结果不一致。
8.3.2 基材表面按照粘结性试验结果处理,在一端粘贴50mm的防粘胶带。在基材表面打适量的密封胶,长度>20cm,宽>20cm,厚3-10cm,其中应至少5cm长密封胶覆盖在防粘带上。修整密封胶,确保密封胶与粘接表面完全贴合。
8.3.3 在固化1、2、3、4、5天时,每天以180°角用力拉扯密封胶进行割胶查看基材表面内聚破坏面积的情况,每天至少要割3cm长度的密封胶。
8.3.4 剥离试验按附录B规定试验方法,粘结破坏面建议不大于5%。。检验过程均作记录。
8.4结构胶成品单元件割胶试验:
8.4.1检验实际生产幕墙结构性装配单元的施工质量,确定单元件是否合格,是否可以运送到工地现场安装。
8.4.2 选取养护时间足够的单元件板块,用美工刀贴着玻璃切割两条边,贴着铝框切割两条边,使密封胶可以全部留在玻璃或者铝框上。(如果单元件是2边或者3边,根据长度平均分配切割)。
8.4.3 待玻璃和铝框完全分开后,移除结构胶侧边的衬垫材料,确认结构胶粘结宽度边侧与衬垫材料无粘结,确认胶体硬度、颜色,是否有气泡和空穴。
8.4.4在基材上割开一段硅酮结构胶以便进行测试,每1米长的结构胶,割取50cm长度。抓住胶条一端向后180℃方向用力拉伸,不断的用美工刀割粘接面,检查基材与硅酮结构胶的粘结性。
8.4.5用尺子量取每个割开点的粘接宽度以及密封胶的厚度。
8.4.6结果评判:如果粘接良好(内聚破坏面积≧85%),粘接宽度和厚度合格,没有气泡、注胶不足以及其它检视到的不良品质,那么割胶试验是合格的; 如果粘结不良(内聚破坏面积
8.5耐候胶割胶试验:
8.5.1 检验耐候胶的施工质量,例如胶的外观、固化、宽厚度以及粘接情况等。
8.5.2选取一个十字胶缝或者直角胶缝,沿胶缝两侧切割密封胶,切割长度约75mm.紧捏住密封胶75mm长的一端,以成180°角拉扯剥离密封胶。
8.5.3 检查密封胶与基材粘结力是否合格,密封胶是否具有弹性。密封胶的尺寸是否符合设计要求。胶体的颜色外观是否良好,胶体内部是否存在空穴或气泡,是否存在三边粘接的情况等。
8.5.4 如果粘接良好(内聚破坏面积≧85%,不存在由胶表面到内部的局部不粘接情况),粘接宽度和厚度合格,外观良好,颜色符合要求,不存在三边粘接,没有气泡、注胶不足以及其它检视到的不良品质,那么耐候胶施工是合格的;如果有不合格的情况,应继续抽检同日期注胶的胶缝,确认问题出现的概率。如后续抽检合格,应分析原因,加强工人施工技能。对有问题的胶缝进行返工。所有检验过程均作记录。
广东华创电子材料有限公司专注胶粘剂研发生产,始于1999年
东莞市华创电子材料有限公司/东莞市华创绝缘材料有限公司/昆山市华创电子材料有限公司
专业的胶粘剂研发生产企业!始于1999年,因为专业,相信我们会做得更好!。
环氧树脂胶,电子灌封胶,结构胶,单组份环氧树脂胶,环氧AB胶,密封胶,UV胶,导电/导磁/耐高温/阻燃环氧胶,胶粘剂定制,邦定胶,电子胶水,红胶,黑胶,白胶,磁芯胶,SMT红胶,底填胶,低温快固化环氧,胶粘剂,胶黏剂,UL胶水;联络人:王先生 电话:13712306987 (微信号同)。
- 上一篇: 丙烯酸结构胶的施工工艺及应用行业
- 下一篇: ab胶耐高温是多少度











发表评论